| 最小起订 | 1 |
|---|---|
| 质量等级 | 一级 |
| 是否厂家 | 是 |
| 产品材质 | 球墨铸铁 |
| 产品品牌 | 格瑞 |
| 产品规格 | 100-1400 |
| 发货城市 | 全国 |
| 产品产地 | 聊城 |
| 加工定制 | 是 |
| 产品型号 | DN100 |
| 可售卖地 | 全国 |
| 产品重量 | 0.095 |
| 产品颜色 | 黑色 |
| 质保时间 | 70 |
| 外形尺寸 | 圆形 |
| 适用领域 | 市政工程 |
| 是否进口 | 否 |
| 品牌 | 格瑞 |
| 规格 | DN100-1400 |
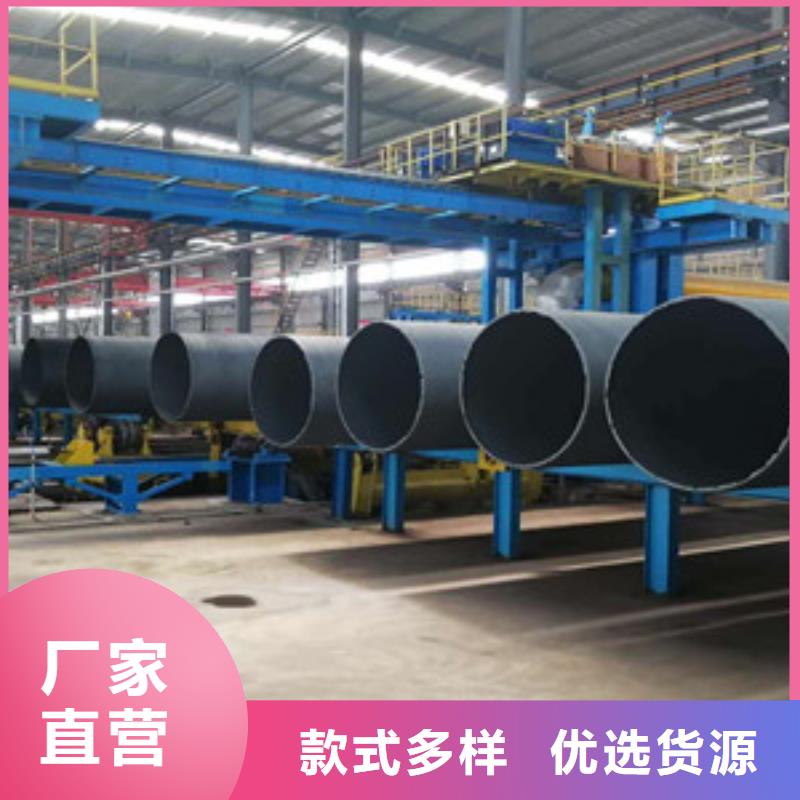
| 加工工艺 | 离心浇铸 |
| 类型 | 球墨铸铁 |
| 用途 | 市政给水消防排污 |
| 可售地 | 全国 |
| 计重方式 | 理计 |



山东球墨铸铁管有限公司(简称铸管公司)针对这几个方面,对退火炉进行了多次改造,并制定了相应的措施,使吨管能耗显著降低,节能效果显著。球墨铸铁管在退火炉内的热焓增量主要由球铁管在炉内加热的温度和球铁管的入炉温度决定,因此降低球铁管在炉内的热焓增量主要是降低退火温度和提高球铁管的入炉温度。 球墨铸铁管在“老麻烦”缠身的同时,钢铁去产能还遇到了“新烦恼”。8月16日, 发改委资讯发言人赵辰昕在资讯发布会上介绍,造成前7个月去产能进度缓慢的原因,除了很多地方和企业思想认识不到位、畏难情绪两个老问题外,一个新的情况是今年以来钢铁价格回升影响到了一些地方和企业去产能的决心造成热耗高的原因主要有工艺不合理造成球铁管在炉内的热焓增量偏大、炉子热效率低和燃料的选用不合理等。
为确保泡沫容貌尺度精度与刚性,减少屡次拼接造成差错和变形的原则,大口径球墨铸铁管件的泡沫容貌一般由四个部位组成(承口部位、插口部位、管体部位、法兰部位),用冷胶粘结成形。考虑到铸件尺度较大,在上涂料和造型时容貌将会承受到较大的作用力,泡沫容貌密度取0.022g/cm3-0.024g/cm3.浇注体系选用0.020g/cm3泡沫塑料(EPS)板材制造。如图一大口径球墨铸铁管件泡沫容貌。球墨铸铁管件首要称之为离心球墨铸铁管,它具有铁的实质、钢的功能,防腐功能优异、延展功能好,密封效果好,装置简易。 在一些特殊地势, 的办法还是采用相应视点的弯头(常用承插弯头、双承弯头、双盘弯头的视点有11度、22度、45度、90度)。泡沫容貌资料采用普通的EPS发泡成型。
球墨铸铁管中采用的沟槽管件连接技术也称卡箍连接技术,已成为当前液体、气体管道连接的首推技术,尽管这项技术在国内的开发时间晚于国外,但由于其技术的先进性,很快被国内市场所接收。从1998年开始研制开发到现在,经过短短几年的开发和应用,球墨铸铁管已逐渐取代了法兰和焊接的两种传统管道连接方式。不但技术上更显成熟,球墨铸铁管运送通常选用汽运,在运送进程中,球墨管不免和汽车及固定物发生冲突和磕碰,这样会形成外表防腐层的损害,当球铁暴露到空气中,在未安标准的运送吊装进程中外防腐层遭到损坏,外表生锈。球墨铸铁管防腐处置非常好,在堆场贮存时,直径300以下的球墨铸铁管都打包,在打包的每层球墨铸铁管都用木衬彼此阻隔,避免直管彼此磕碰,直径300以上的球墨铸铁管也分层寄存,每层都用木衬相离隔,因此在出厂前,球墨铸铁管的外防腐根本不会出现生锈现象。

我们根据球墨铸铁管件的结构特点和多年现场生产经验,分别设计了几种浇注系统方案,我们根据管件在砂箱中的具体状态来确定浇注形式:一般采用阶梯式、中注式或顶注式。横浇道和内浇道在球墨铸铁管件管体内壁或承口(或法兰)端面;直浇道设在横浇道的交叉处。塌箱现象与空腔砂型铸造不尽相同,严重的型壁位移会塌箱,浇注过程中负压中断,断流都会形成塌箱。球墨铸铁管件在砂箱中可以有不同的放置位置,可采用底注式、侧注式、顶注式、阶梯式等不同的浇注方式,这些浇注方式各有各的特点。浇注系统的设置要考虑到模样在砂箱中摆放的形态,原则是便于填砂紧实,形成合适的凝固方式,本着方便金属液充型和热解产物顺利排出,防止铸型溃散塌箱及粘砂、变形等缺陷,有利于造型时填充型砂。
![[徐州]格瑞管业名片](http://ypmimg.qy55.com/UploadImg/3046/new_card.jpg "[徐州]格瑞管业名片")